
 首页
首页【精馏塔】酯交换法碳酸二甲酯装置

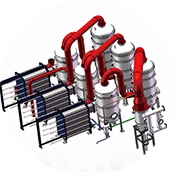
装置名称:酯交换法碳酸二甲酯装置
产能:2×50,000 吨 / 年(合计 10 万吨 / 年)
核心工艺:反应精馏 + 差压热耦合精馏 + 热泵精馏三联技术
处理对象:碳酸乙烯酯(EC)与甲醇酯交换反应混合物(含 DMC、乙二醇 EG、未反应原料及微量副产物)
主体材质:CS(碳钢)+304 不锈钢(复合防腐设计)
关键设备:超大型精馏塔(DN4000×50,000mm,单塔处理量 5 万吨 / 年)
项目背景
某化工企业依托环氧乙烷(EO)与二氧化碳(CO₂)资源优势,采用酯交换法建设年产 10 万吨碳酸二甲酯(DMC)装置(2×50,000t/a),并联产聚酯级乙二醇(EG)。通过集成反应精馏 + 差压热耦合精馏 + 热泵精馏三重技术,结合CS+304 复合材质超大型塔器设计,实现 “高效反应 - 能量闭环 - 低成本防腐” 的绿色制造升级,目标降低能耗 40% 以上,产品纯度提升至 99.9%,支撑新能源材料(锂电池电解液、聚碳酸酯)等高附加值领域需求。
工艺流程
1、预处理与反应精馏一体化
原料制备:
EO 与 CO₂在喷射流反应器中以 1:1.2 摩尔比高速混合,生成碳酸乙烯酯(EC),避免局部过热引发安全风险;
EC 与甲醇(摩尔比 1:3)混合后进入反应精馏塔下部。
反应精馏段:
塔内下部装填酸性离子交换树脂催化剂,EC 与甲醇在 95℃、0.8MPa 条件下边反应边分离;
实时移除产物 DMC(沸点 90℃)和乙二醇(EG,沸点 197℃),打破反应平衡,EC 单程转化率提升至 95%,DMC 选择性≥99.1%。
2、差压热耦合精馏系统(能量集成核心)
高压塔(1.2MPa,塔顶 125℃):
处理反应生成的 DMC / 甲醇 / EG 混合物,塔顶高温蒸汽(潜热 780kJ/kg)直接作为低压塔(0.4MPa,塔顶 80℃)再沸器热源;
塔底 EG 富集液进入副产物精制塔,分离出聚酯级 EG(纯度≥99.9%)。
低压塔:
利用高压塔废热进一步分离 DMC 与甲醇,减少外部中压蒸汽(1.6MPa)消耗 4.5 吨 / 小时,系统热效率提升至 89%。
3、热泵精馏精制系统(末端余热回收)
DMC 精制塔:
塔顶甲醇 - DMC 共沸蒸汽(65℃,0.3MPa)经螺杆压缩机加压至 0.6MPa(温升 15℃),作为塔釜再沸器热源,替代 1.0MPa 工业蒸汽 10 吨 / 小时;
冷凝水余热(80℃)用于预热甲醇进料,节省预热能耗 30%,吨 DMC 电耗降至 130kWh(传统工艺 180kWh)。
4、产品分离与副产物回收
DMC 成品塔:通过热泵精馏实现 DMC 纯度≥99.9%(国标优级品),满足锂电池电解液等高附加值领域需求;
EG 回收系统:副产乙二醇经减压精馏后纯度达 99.9%(聚酯级),市场价值较工业级提升 1200 元 / 吨。
技术优势
1、高效节能:三重技术协同降本
反应精馏一体化:
省去独立反应器,缩短工艺流程 30%,反应热直接用于精馏,减少外部供热 25%;
实时分离产物推动反应平衡正向移动,EC 转化率提升 10%,减少循环能耗。
差压热耦合精馏:
高压塔废热替代低压塔 60% 加热蒸汽,吨 DMC 蒸汽消耗从 2.8 吨降至 1.0 吨,年节约标煤 1.2 万吨,CO₂排放减少 3.2 万吨。
热泵精馏技术:
塔顶蒸汽余热回收率达 85%,替代工业蒸汽 10 吨 / 小时,年节约运行成本 2500 万元;
冷凝水余热回收使系统热效率提升至 89%。
2、高纯度分离与设备创新
复合材质防腐设计:
反应段(塔下部 15 米)采用 CS 基材 + 304 不锈钢内衬(3mm 厚),耐受 EC 水解产生的微量甲酸,寿命延长至 10 年(传统碳钢塔 5 年);
塔顶冷凝器采用全 304 不锈钢,防甲醇露点腐蚀,设备投资较全不锈钢塔降低 30%。
超大型塔器工程化:
DN4000×50000mm 塔体通过 ANSYS 有限元分析,抗 12 级台风与 8 度地震,模块化设计便于运输安装;
阶梯式填料(下段 Mellapak 750Y + 上段 500Y)提升传质效率,理论板数增加 15 块,分离能力提升 20%。
3、智能化控制与本质安全
APC 先进控制:集成 20 + 控制变量(反应温度、热泵频率、塔压等),产品纯度波动≤0.1%,催化剂寿命延长至 18000 小时(+50%);
安全联锁系统:EO 进料管线设紧急切断阀 + 在线氧含量监测(阈值≤0.5%),塔釜液位三取二联锁,高危物料泄漏风险降低 70%。
应用领域
1、新能源材料领域
锂电池电解液溶剂:高纯度 DMC(≥99.9%)作为锂电池电解液核心组分,支撑动力锂电池产业高速发展;
聚碳酸酯(PC)原料:用于生产电子电器、汽车轻量化所需的 PC 树脂,推动高端工程塑料国产化。
2、化工与绿色溶剂领域
医药 / 农药中间体:作为绿色甲基化试剂,替代有毒溶剂(如硫酸二甲酯),满足环保型精细化工生产需求;
环保型溶剂:用于涂料、胶黏剂、油墨等领域,降低挥发性有机物(VOCs)排放。
3、副产物高值化利用
聚酯级乙二醇(EG):纯度≥99.9%,直接应用于聚酯纤维、防冻液生产,副产物价值占总成本 28%,增强装置
下一篇:无下一篇